創業80年以上の
豊富な実績と確かな技術で
設計から製造・管理まで一貫サポート
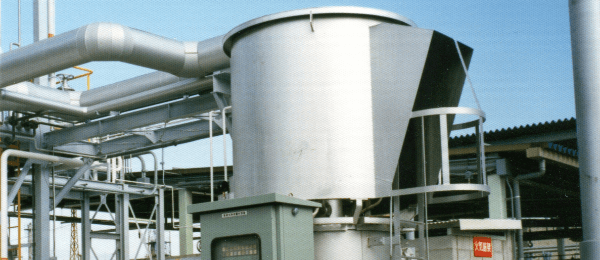
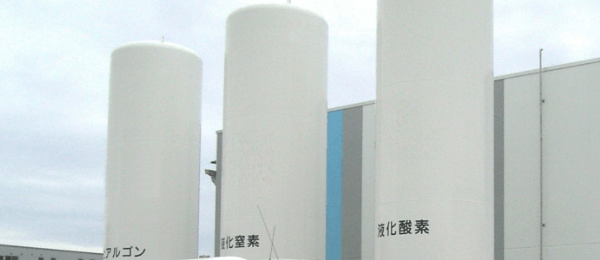
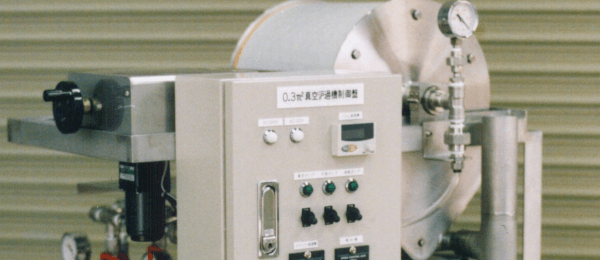
わたしたちはアルコール蒸留装置のパイオニアとして生まれ、現在では、設備経験を生かし、蒸留のみならず、
反応設備、分離・ろ過、濃縮、乾燥などの様々な生産設備や環境機器を幅広い分野のお客様に納入しています。
設備の抱える様々な問題の解決、省エネルギー、環境対策また、生産効率、品質向上、新製品生産のプロセス構築・設備計画の具現化により
お客様の事業価値向上の一助となるべく、最新の技術の開発、活用に努めております。
タイ・ベトナム並びに
ASEAN近隣諸国への
海外工場進出をサポート
ベトナム・タイ・日本の3国間で、
確かな技術と経験による最適な品質のプラント・機器・設備を、最適な価格でご提供。
事前調査から完成後のメンテナンスに至るまで、総合的にご支援いたします。
日本人エンジニアを常駐させ、現地でスムーズにお客様のご要望・ご相談にお応えできる万全の体制を整えております。